
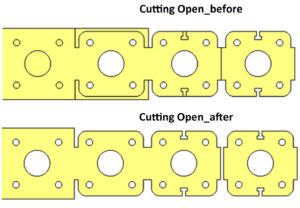

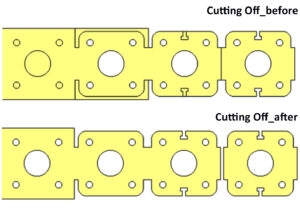



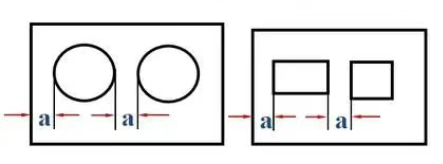
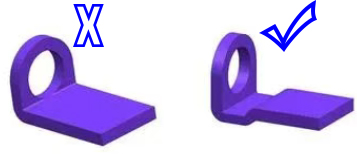
● When designing a bent part, consider whether there is enough space for the material to be unfolded (in the direction) before bending (the distance between the two pieces > t)
● Thin plates can add ribs to increase stiffness and strength
8.2.2 Dimension Tolerance
● Determine the reasonable dimensional accuracy and tolerance range
● Tight tolerances will increase production costs and difficulty
● While loose tolerances may cause the part to fail to meet the use requirements
8.2.3 Surface Roughness
● Determine the appropriate surface roughness according to the use environment and functional requirements, for example:
– For surfaces that require wear resistance and sealing, a lower surface roughness should be selected
– For some internal structures or non-critical surfaces, the surface roughness can be appropriately relaxed
8.3 Process
8.3.1 Stamping Process Selection
● Select the appropriate stamping process, such as blanking, bending, stretching, flanging, etc
● Different stamping processes have different effects on mold design, equipment and production efficiency
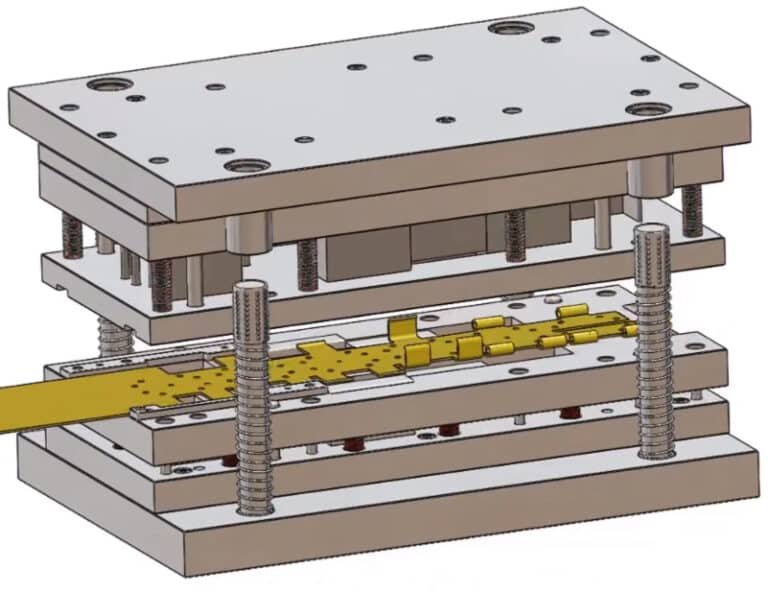
8.3.2 Mold Design
● The mold is the key equipment for stamping production
● The mold design should consider mold structure, material, precision, strength, and lifetime
8.3.3 Stamping Equipment
● The equipment performance and accuracy should match the stamping process and mold to ensure the part quality and production efficiency
8.4 Production
8.4.1 Production Batch
● In large-scale production, a stamping production line with a high degree of automation can be used to improve production efficiency and product quality
● In small-scale production, manual or semi-automatic stamping equipment can be used to reduce equipment investment costs
8.4.2 Cycle Time
● The cycle time can be controlled by adjusting the stamping equipment speed, the mold replacement time, and part assembly time etc
8.4.3 Quality Control
● Inspect and control the quality of the raw materials, molds, stamping processes and finished products
9. How to Reduce the Metal Stamping Cost?
Refer to the article below for details:
5 Ways to Reduce Metal Stamping Part Costs
10. Advantages and Disadvantages of Metal Stamping
10.1 Advantages
● High Efficiency: Suitable for mass production, regular presses can reach dozens of times per minute, high-speed presses can reach hundreds or even thousands of times per minute
● Stable Part Quality: The mold ensures the part’s size and shape accuracy, and generally does not damage the surface quality. The mold lifetime is long, so the stamping quality is stable
● High Material Utilization Rate: Less or no raw material waste during the stamping, which can save material costs
● High-Strength Parts: Directly use the mechanical properties of metal sheets, which can produce high-rigidity and high-strength parts without subsequent processing
● Complicated Shape Parts: Stamping can make parts with large sizes and complex shapes, such as automobile longitudinal beams, covers, workpieces with reinforcing ribs, undulations or flanging to improve their rigidity
● Good Surface Quality: The surface quality is good, which facilitates subsequent surface treatment, such as electroplating and painting)
● High Degree of Automation: Can be used with punch press to automatically feed materials to achieve fully automated production
10.2 Disadvantages
● High Mold Costs: The mold development cost is high (especially the precision progressive mold), which is not suitable for low volume orders
● Limited by Material Shape and Thickness: Usually only suitable for thin plates (typically 0.1-6mm), thick plates or three-dimensional complex structures are difficult to be made
● Part Structure Limitations: The part structure is limited by the mold. And it is difficult to create complex inner or three-dimensional structures
● Material Restrictions: Only workable to metal sheets (such as steel, aluminum, copper, etc.), not suitable for plastics or brittle materials such as cast iron, bronze, etc.
10.3 Compare to Other Processes
| Table 6 – Metal Stamping VS Other Processes | ||||
| Items | Metal Stamping | Injection Molding | Die Casting | Machining |
| Material | Metal sheets (steel, stainless steel, aluminum, etc.) | Thermoplastics (ABS, PP, etc.) | Liquid metals such as aluminum alloys and zinc alloys | Solid metal or plastic blanks |
| Structure | Thin-walled metal parts, flat parts | Hollow, complex plastic parts | Complex metal shells, structural parts | Any structure, flexible |
| Production Efficiency | Very high | High | Medium | Low |
| Mold Cost | High | Medium | High | No mold or low |
| Unit Cost | Very low (large batch) | Low | Medium | High |
| Surface Quality | Good | Good | General (need post-processing) | Excellent (can reach mirror finish) |
| Tolerance | typically ±0.1mm to ±0.2mm | typically ±0.1mm to ±0.5mm | typically ±0.1mm to ±0.2mm | typically ±0.001mm to 0.1mm |
| Batch | Medium-large batches | Medium-large batches | Medium-large batches | Small batches, customization |
| Applications | Hardware, terminals, electrical brackets | Mobile phone cases, toys, plastic gears | Automobile housings, lamp housings | Precision shafts, mold parts |
11. Common Metal Stamping Defects and Measures
| Defects | Pictures | Descriptions | Causes | Measures |
|---|---|---|---|---|
| Burrs | 
| There are sharp protrusions on the edge of the part | ● The mold gap is too large ● The mold edge is worn ● Wrong punching speed | ● Grind or replace the mold ● Adjust the gap, and regularly maintain the edge ● Add deburring process |
| Wrinkling | 
| Wrinkles and undulations on the surface of the sheet | ● The material flows unevenly in the mold ● The partial pressure is too large ● the material thickness is uneven | ● Optimize mold design ● Increase the material thickness appropriately ● Optimize process parameters |
| Pull Marks/Scratches | 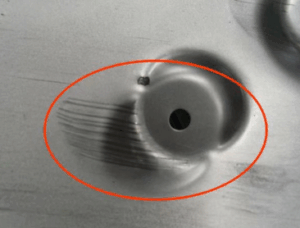
| There are obvious scratches and line marks on the surface | ● Sharp dents on the surface of the convex and concave die ● The gap between the convex and concave dies is too small or uneven ● The radius of the concave die is rough ● There are foreign materials on the working surface of the die or the material surface, damaging the working surface ● When the convex and concave dies’ hardness is low, metal scraps attached to the surface will also cause pull marks on the working surface after deep drawing | ● Grind or polish the scratched surface ● Increase the gap between the convex and concave die ● Repair and polish the radius of the concave die ● Keep the surface of the convex and concave die clean ● Increase the surface hardness of the male and female dies |
| Dimensional Deviation | 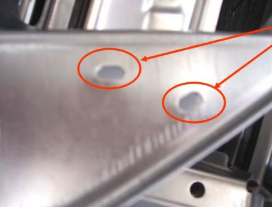
| Sizes, hole position are not within the tolerances: ● Hole deformation, hole not punched through, hole offset | ● Mold wear or unreasonable gap ● Springback during blanking ● Uneven material thickness ● Improper adjustment for multi-process parts ● Poor positioning during operation ● Incorrect blanking sequence ● Insufficient mold stroke ● Improper positioning | ● Regularly check and repair mold gap ● Take measures to reduce springback ● Control the thickness tolerance of incoming materials ● Reasonably arrange blanking sequence ● Improve positioning accuracy ● Adjust the slider to the appropriate height during debugging ● Strictly follow the working procedures during production |
| Cracks | 
| Parts break at corners and stretching points | ● Poor material ductility ● High tensile force ● Too small fillet | ● Use materials with good plasticity ● Increase transition fillet ● Optimize mold design |
| Material Rebound | 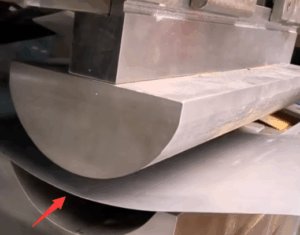
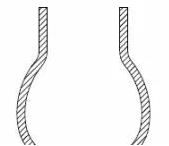
| The bending part rebounds, the angle deviation is large | ● The material elastic modulus is high ● The pressing strength is insufficient | ● Compensate for the angle design ● Increase the pressing material ● Select low rebound materials |
| Partial Thinning | 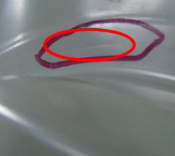
| The sheet becomes thinner during the stretching process | ● Excessive stretching (exceeding the material limit deformation rate) ● The mold radius does not match the material thickness | ● Control the stretching ratio ● Increase the mold radius or stretch in multiple steps |
12. Custom Metal Stamping Services
Custom Made to Your Specification
At Xiamen Eternal Precision, we have a dedicated engineering team to offer extensive custom capabilities and engineering support from design through production. Manufacturing capabilities include:
● CNC machining
● Die casting
● Injection molding
● Metal stamping
● Wire forming
Custom Made Manufacturer
We turn your ideas or concept into reality.
Our experienced engineers are ready to provide personalized application support and expertise to determine the best solution for your needs.
Our support goes further than just technical assistance, we will make sure our parts are working for you and your application from start to finish.
Contact us to get a quick quote and evaluation.
13. Conclusion
Metal stamping is an efficient, low-cost metal forming process suitable for mass production, which can quickly produce thin plate parts with consistent size and stable structure.
Although it is highly dependent on molds and has limited structural design, it is still an irreplaceable key processing method in the automotive, home appliance, electronics and other industries.