
1. Nylon Properties, Types/Grades and Applications
Refer to the Article “Is nylon water resistant”, Section 1: What is Nylon? (see the article link below).
2. Nylon Manufacturing Process
Refer to the Article “Is nylon water resistant”, Section 6: Nylon Manufacturing Process (see the article link below).
3. Machining Nylon Process
3.1 Process Determination
● Determine the processing sequence, tool selection, cutting parameters based on the part’s tolerances, surface roughness, etc
3.2 Material Preparation
● Select the nylon type (such as PA6, PA66, PA12, etc.) and specifications (rods, plates or tubes) according to the drawing requirements
● If the material is highly hygroscopic,dry it before machining
3.3 Cutting Material
● Use a band saw, sawing machine or milling machine to initially cut the material into blanks suitable for processing size
● Pay attention to controlling the allowance (usually reserve 0.5-1mm/face) for subsequent finishing
3.4 Clamping and Positioning
● Use fixtures, vises or soft pads to clamp nylon to prevent deformation (nylon is soft and easily deformed by clamping)
● Ensure the nylon stability and reduce vibration
3.5 Rough machining
● Turn, mill, drill to remove most of the excess material
● The cutting speed should be moderate (medium to low speed) and the feed should be slightly larger to avoid plastic softening or drawing
● Cooling method: Air cooling or minimal lubrication
3.6 Semi-Fine Finishing/Heat Treatment (Optional)
● If the part requires high precision, it is recommended to let it stand for 12-24 hours after rough processing (to relieve internal stresses)
● Anneal if necessary (70-80°C, several hours) to prevent deformation after processing
3.7 Fine Finishing
● Dimensional and geometric precision machining, such as precision milling, precision turning, boring, etc.
● Control cutting temperature to avoid affecting precision due to thermal expansion
● Use spiral groove drills or chip breaker drills to remove chips when drilling
3.8 Deburring
● Manual trimming, edge treatment with blade or special deburring tool
● Light sandpaper grinding or flame polishing if necessary, often used for parts with high surface requirements
3.9 Cleaning and Drying
● Clean parts with compressed air or alcohol to avoid oil stains
● For high-precision parts, they need to be dried again after processing
3.10 Quality Inspection
● Use caliper, micrometer or coordinate measuring machine (CMM) to inspect dimensions
● Check geometric tolerance: roundness, parallelism, etc.
● Surface roughness: visual inspection or roughness meter inspection
3.11 Post-Treatment (Optional)
● Anneal to relieve residual stress, such as 100℃ insulation and slow cooling
● Surface treatment: sandblasting, painting or screen printing etc, to improve appearance or performance
3.12 Assembly and Packaging
● Assemble parts according to the drawing requirements, then pack
3.13 Notes
● Annealing: it may take place before machining, or anneal semi-finished parts, or anneal the finished parts
● Avoid Overheating: Nylon has a low melting point (about 220℃), if the temperature rises too high during processing, it will cause melting and sticking of the cutter
● Hygroscopic Deformation: Nylon will expand in size after absorbing moisture, so attention must be paid to the processing environment and material pretreatment
● Tool Selection: Use sharp carbide or high-speed steel tools with a large front angle for chip removal
● Try to unify humidity control and placement time during batch processing to ensure dimensional consistency
4. How to Achieve A Superior Surface Finish On Nylon Parts
Nylon has low hardness and strength compared with metal, so if machined with regular turning tools, it is easy for the chips to wrap-up on the parts, and the parts turned out are very rough. Below are some suggestions to achieve a better surface finish on nylon parts.
4.1 Tool Selection and Parameter Control
● Tool Material: Choose high-speed steel that can be sharpened as the cutting tool
● Tool Geometry Parameters:
– A larger positive rake angle can reduce cutting resistance and reduce the risk of surface roughness
– During rough machining, the cutting depth and feed rate are large, and the cutting force is large. To reduce the cutting force, a large rake angle and a small back angle should be used
– During fine finishing, a small rake angle and a large back angle should be used
● Spindle Speed:
– Too low a speed may lead to low grinding and polishing efficiency, or even fail to achieve the desired effect
– Too high a speed may cause overheating or damage to the nylon, also affecting the processing quality, so it is very important to choose the right speed
– When rough machining, it is recommended to use a lower speed (usually less than 1500 rpm), with a large feed (1-3mm) and a sharp tool to reduce nylon deformation and avoid rough surface
– When fine finishing, the speed can be appropriately increased (for example, 1600-2000 rpm), while maintaining the sharpness of the tool, and a smoother surface can be achieved through high-speed cutting
4.2 Cooling and Lubrication
● Cooling: It is recommended to use compressed air or dry cutting; wet cutting may cause the nylon to absorb moisture and swell, but a small amount of coolant can be used for high surface quality
● Lubricant Selection: If the surface friction is large, cutting fluid suitable for plastics or micro-lubrication (MQL) can be selected
4.3 Processing Recommendations
● ToolPath: Use down milling instead of reverse milling to reduce surface roughness and chatter
● Separate Roughing and Finishing: First rough machining to remove most of the material, and then use a small tool to fine finish slowly to ensure surface quality
● Multiple Finishing: For a high finish, you can use two or even three passes (slow speed, small amount of cutting) to polish the surface
4.4 Post-Treatment to Improve Finish
4.4.1 Deburring
● Use fine sandpaper (600# or above) or nylon brush to manually trim the edges
4.4.2 Polishing
● Mechanical Polishing: Use soft cloth wheel + polishing paste (such as diamond paste) for light polishing
● Vibration /Barrel Polishing: Suitable for small parts, it can deburr and also improve the finish
● Sandblasting (fine sand): It can achieve matte and uniform texture effects, suitable for certain functional parts
5. Machining Nylon Advantages and Disadvantages
5.1 Machining Nylon Advantages
● Good cutting: Nylon is a thermoplastic material with low cutting resistance and easy processing
● Self-lubricating: Nylon has a low friction coefficient and is suitable for manufacturing moving parts, such as gears and bearings
● Lightweight: Density is about 1.1-1.4g/cm³, suitable for parts that require lightweight
● Corrosion Resistance & Wear Resistance: Nylon has good resistance to a variety of chemicals and a long service life
● Shock Absorption &Noise Reduction: Processed nylon parts can absorb impact and reduce noise, making them suitable for mechanical buffer components
5.2 Machining Nylon Disadvantages
● High Risk of Thermal Deformation: Nylon has a low thermal deformation temperature. If the temperature is not well controlled during processing, it is prone to melt, draw, and char on the surface
● Proneto Absorb Moisture and Unstable Size: Nylon has strong hygroscopicity, and it will expand in size after absorbing moisture, affecting accuracy
● Edges are Proneto Collapse & Burr: When the tool is not sharp or the feed is too fast, the cutting surface will tear or burr, affecting the finish
● Small Processing Allowance: Nylon is soft, and excessive processing is prone to cause deformation, which is difficult to correct twice
● Difficult to Create High Finish: Compared with metal or hard plastic, nylon is more difficult to create mirror grade by polishing
6. Machining Nylon Defects and Measures
| Defects | Descriptions | Pictures | Cause | Measures |
|---|---|---|---|---|
| Burrs | There is excess material left on the edge, which feels rough and even cuts your hands | 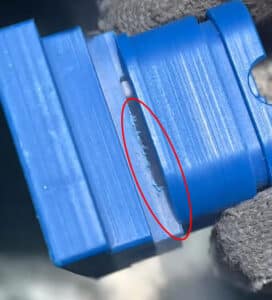
| ● Blunt tool ● Too fast feed ● Unreasonable cutting angle | ● Use sharp tools ● Reduce feed rate and cutting depth ● Add deburring process |
| Distortion / Cracking | Large dimensional deviation, distorted appearance, and cracks in severe cases | ● Material moisture absorption ● Internal stress relief ● Increase in processing temperature leading to partial deformation | ● Pre-dry the material (80℃×6 hours) ● Process in two steps (rough machining + stabilization + fine finishing) to avoid partial overheating |
|
| Poor Surface Roughness | Surface scratches, roughness, and granularity affect assembly or appearance | 
| ● Tool blunting ● Unstable feed ● Overheated cutting | ● Use new tools ● Appropriately increase the spindle speed, use micro cooling or air jet ● Add polishing or fine milling |
| Unstable Dimensions | Large dimensional deviation between batches, and high partial errors on the same workpiece | ● Nylon moisture absorption is inconsistent ● Thermal expansion and contraction are not controlled | ● Control the environmental humidity ● Dry before processing ● Fine finishing after the material is stabilized (placed for 24 hours) |
|
| Chip Sticking | Chip sticks to the tool or workpiece, resulting in unclear or burnt edges | 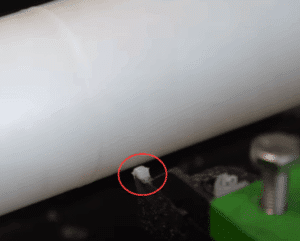
| ● High cutting heat ● Tool is not suitable for nylon ● Insufficient cooling | ● Use special tools for plastics (large rake angle) ● Increase cooling/air jet ● Avoid long-term contact with one point for processing |
| Edge Collapse / Crushing | Obvious cracks on the edge of the cutting section, and incomplete corners | ● Processing speed is too fast ● Tool angle is too large ● Material is not dry | ● Reduce cutting speed and feed rate ● Use negative back angle tools ● Dry the material before machining |
|
| Rebound | Dimensional rebound increases after processing, especially for flexible structures | ● Nylon has high elasticity and rebounds after stress relieve | ● After machining, cool naturally for a period of time before checking the size ● Reserve processing allowance ● Avoid forced clamping |
7. Compare Nylon 6 And Nylon 66: Which Is Better For Machining?
| Table 2 – Machining Performance Comparison between Nylon 6 And Nylon 66 | |||
| Items | Nylon 6 (PA6) | Nylon 66 (PA66) | Recommendation |
| Mechanical Strength | Slightly lower than PA66 | Higher, good rigidity | ✅ PA66 is harder and more suitable for high-precision cutting |
| Toughness / Impact Resistance | More flexible, good impact resistance | More brittle, slightly poorer impact resistance | PA6 is not prone to break, suitable for processing parts with complex shapes |
| Heat Resistance | Continuous use temperature of about 80–100°C | Continuous use temperature of about 80–120°C | ✅ PA66 is more heat-resistant and more stable during processing |
| Hygroscopicity | High water absorption (equilibrium water absorption about 2.5–3.5%), prone to deform after processing | Slightly lower water absorption (equilibrium water absorption about 2.5%), more stable dimensions | ✅ PA66 has slightly better dimensional stability, which is conducive to high-precision parts |
| Cutting Performance | Soft, low cutting resistance, but prone to stick chip or deform | Good cutting performance, clear edges, less chip sticking | ✅ PA66 has neat edges and more stable cutting |
| Cost | Relatively cheap | Slightly more expensive | Depends on budget and performance requirements |
| Applications | Thin-walled parts, flexible parts, impact-resistant structural parts | High-precision parts, positioning parts, thermal load parts | Depends on structural requirements |
Conclusion:
Choose Nylon 66 (PA66):
● If you require better dimensional accuracy, more stable processing performance, and smoother surface quality, especially when used in a dry state, PA66 performs better than PA6
● Applications:high-precision parts, gears, bushings, and engineering sliders etc
Choose Nylon 6 (PA6):
● If your product focuses on flexibility, impact resistance or cost control, or has a complex structure/many thin-walled parts, Nylon 6 (PA6) may be more suitable
8. How to Select the Right Nylon Grade For Your Project/Product
8.1 Key Questions
I. Is the part load-bearing or precision-matched?
● Determine whether reinforced nylon is needed
II. Is the use environment humid/high temperature/frictional?
● Determine whether moisture-resistant, wear-resistant or heat-resistant materials are required
III. Is the processing method CNC milling/drilling?
● Ensure that both machinability and dimensional stability are taken into account when selecting nylon grade
8.2 Nylon Grade Recommendations and Their Applications
| Table 3 – Nylon Grade Recommendations and Their Applications | |||||
| Nylon Grade | Suitable for Machining | Cutting Performance | Hygroscopicity | Features | Applications |
| PA66 | Excellent | ⭐⭐⭐⭐ | Medium | ● High strength ● Good dimensional stability ● Suitable for precision cutting | Gears, threaded sleeves, locating pins |
| PA6 | Good | ⭐⭐⭐ | High | ● Good flexibility ● Low cost ● Prone to produce burrs and deformation during processing | Sliders, housings, impact-resistant structural parts |
| PA66+GF30 | Excellent | ⭐⭐⭐ | Medium | ● Glass fiber reinforced ● Strong rigidity but high tool wear | High-strength bracket, load-resistant base |
PA6 + MoS₂/PTFE | Excellent | ⭐⭐⭐⭐ | High | ● Strong self-lubrication ● Low friction coefficient ● Smooth cutting surface | Bushings, guide rails, pulleys |
| PA12 / PA612 | Medium | ⭐⭐ | Very low | ● Excellent dimensional stability ● Average processability ● High price | Precision parts in humid or chemical environments |
| Flame retardant nylon (PA66 FR) | Good | ⭐⭐ | Medium | ● Adding flame retardant slightly affects processability | Electrical terminals, insulating structural parts |
8.3 Nylon Grade Selection Based on Functions
| Table 4 – Nylon Grade Selection Based on Functions | ||
| Function | Recommendations | Reason |
| Precision dimensional parts (±0.05) | PA66 > PA66+GF > PA612 | Strong dimensional stability, clean cutting edges |
| High-strength load-bearing structure | PA66+GF30 > PA66 > PA6 | The reinforced material is more rigid and has less deformation |
| With sliding/friction function | PA6+MoS₂ > PA66+PTFE | Surface lubrication, high cutting finish |
| Cost-sensitive parts | PA6 > Recycled PA6 > Copolymer nylon | Cheap and easy to cut, but pay attention to controlling deformation and burrs |
| Wet environment/underwater use | PA12 > PA610 > PA66 | Extremely low water absorption, small dimensional change after processing |
8.4 Other Plastic Material Selection
8.4.1 Common Plastics
Refer to the Article “Plastic Machining Guidelines”, Section 4: How to Choose the Right Plastic for Your Product (see the article link below).
8.4.2 UHMW
Refer to the Article “Machining Plastic – UHMW” (see the article link below).
9. People Also Ask
I. What is the best way to turn nylon?
Nylon is prone to overheating when turning and does not conduct heat as quickly as metal.
Possible problems after overheating:
● Material softens or melts, causing it to stick and string on the tool
● Nylon surface becomes fuzzy and white, affecting size and finish
● Chip sticks to the tool, causing “burrs” or “burned edges”
Refer to this article Section 4: How to Achieve A Superior Surface Finish On Nylon Parts to get more details.
Nylon is a thermoplastic with strong toughness. After machining, it will form long, continuous, and easily entangled chips, unlike metals that will break chips.
There are some effective techniques that can help you significantly reduce chip wrapping and improve processing efficiency.
1) Change tool geometry
● Use a tool with a chip breaker design, or grind a small step yourself to force chip breaking
● When machining nylon, use a tool with a large front angle and a large back angle to make the material easier to roll up and break
2) Adjust cutting parameters
● Increase the feed per revolution (a little larger) to make the chips easier to break
● Appropriately reduce the spindle speed to reduce the flexibility of the chips (low speed → easier to break)
● Try not to use extremely small cutting depths or very fine tool paths, which will pull out “wires”
3) Use compressed air/cold air to blow away chips
● Add a compressed air nozzle to blow away the chips while machining
4) Change the machining method
● Add intermittent cutting during boring: non-continuous feed, such as “Zig-Zag” or “spiral stepping” tool paths
● Don’t cut all the way through during processing. You can set it to retract every few millimeters to reduce the chance of winding
5) Use more suitable materials (such as modified nylon)
● If it is PA6 or regular nylon, you can consider using glass fiber reinforced nylon (such as PA66-GF30), which is more brittle and easier to break chip